发布日期:2019/8/6 Warpage
发布单位:iST宜特
IC上板SMT后,可靠度试验却过不了
原来是翘曲( warpage )导致空焊、早夭等现象
是否能够在SMT前,透过模拟掌握翘曲( warpage )状况,避免异常呢?
进行IC设计时,最怕就是IC芯片本身质量没问题,但是当IC上板SMT后,却过不了后续的验证。在宜特板阶可靠度(BLR)实验室,就时常看到许多客户有这样的问题。而近期,宜特看到最多的就是上板后的翘曲(warpage)问题,导致后续可靠度发现早夭,严重甚至须将产品退回到最初的IC设计时间,旷日废时,夜夜debug重新进行IC设计事小,最怕就是下游系统端客户交期近在眼前,死线(deadline)就压在那儿,欲哭无泪。
翘曲(warpage)是怎么发生的?
为什么翘曲(Warpage)导致后续可靠度问题,近期发生频率这么高呢? 宜特板阶可靠度(BLR)实验室发现,主要来自于越来越多厂商,在开发先进制程的芯片,而先进制程芯片,是由非常多不同材质、不同功能的芯片堆栈起来,例如MCM多芯片模块、系统级封装与Fan-in/Fan-out等,这样的组件使用的材料相当复杂且多元,堆栈在一起时,因材质本身热膨胀系数不同(CTE)就会产生翘曲(warpage) (图一)。
除了芯片组件本身会发生翘曲外,芯片透过表面黏着技术(SMT)结合到电路板时,因芯片与电路板CTE不同,翘曲(Warpage)的状况就会加剧。而当翘曲超过一定的幅度,就会造成SMT的焊接质量不良,也影响后续的可靠度测试结果。
如何妥善安排这些温度特性不同的材料依序堆栈,在加热与散热时不会互相影响,是相当严苛的技术挑战。
图一: 先进制程芯片组件或多或少都会有翘曲现象,变形量符合IPC规范控制在一定程度内,都不会影响后续组件上板质量 (右图出处: Akrometrix)
先进制程的芯片零件材料堆栈复杂,导致翘曲失控
5-10年前,翘曲幅度控制在6-8mil以内,都还不至于影响后续SMT等制程;然而经过这几年来,各项先进制程的材料种类复杂且反复堆栈,受到温度影响后的变形量已比5-10年前的样品来的严重。宜特板阶可靠度实验室发现,随着未来接脚数(pin count)越来越多,芯片上板时,使锡膏与锡球可以接合顺利所使用的治具钢板(stencil),厚度就会越来越薄(图二、图三、图四),继续维持在6-8mil的翘曲幅度,是否能够像早期不至于影响SMT制程质量,令人堪忧。
图二:SMT制程,利用钢板填入锡膏,结合IC锡球
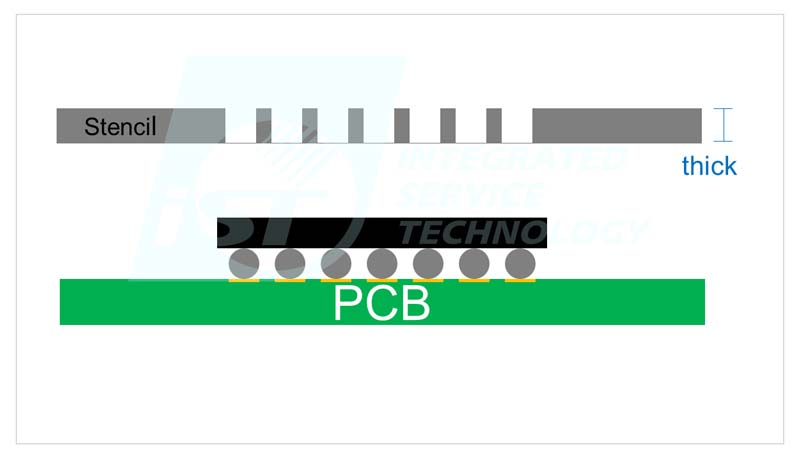
图三: 传统PCB,钢板(stencil)因接脚数(pin count)较少,锡球用的不多,相对钢板不需要太薄。
图四: 随着先进制程的组件接脚数(pin count)变多,锡球需要较多,钢板就需要较薄。
IC上板至PCB,翘曲过大导致空焊与短路
不能将所有的问题放在零件身上,PCB也会有翘曲的状况,原先以为PCB厚度只要超过1.6mm,PCB本身发生翘曲(warpage)的机率会较小,但实则不然。宜特板阶可靠度实验室曾经有个经典案例,IC上板至PCB时,以为只是IC零件有翘曲问题(图五、图六),宜特做了一连串的SMT制程参数调整,依旧发现空焊与短路问题,最终发现原因,不只是IC有翘曲,PCB也有翘曲,且翘曲变形量过大(图七)造成SMT异常。
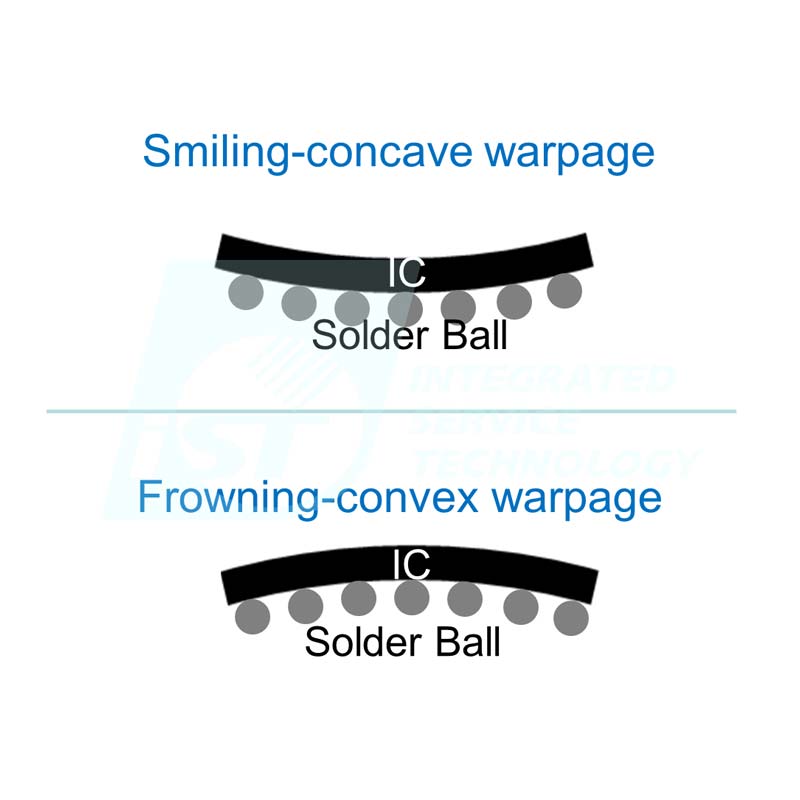
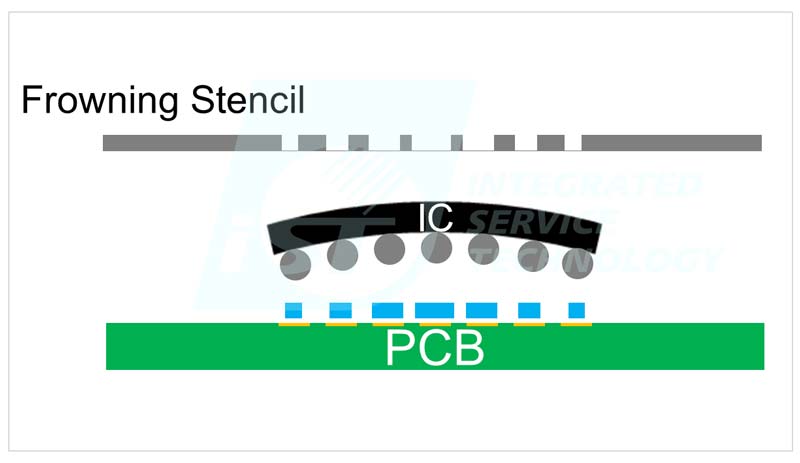
图五:哭脸变形组件使用哭脸钢板(frowning stencil)
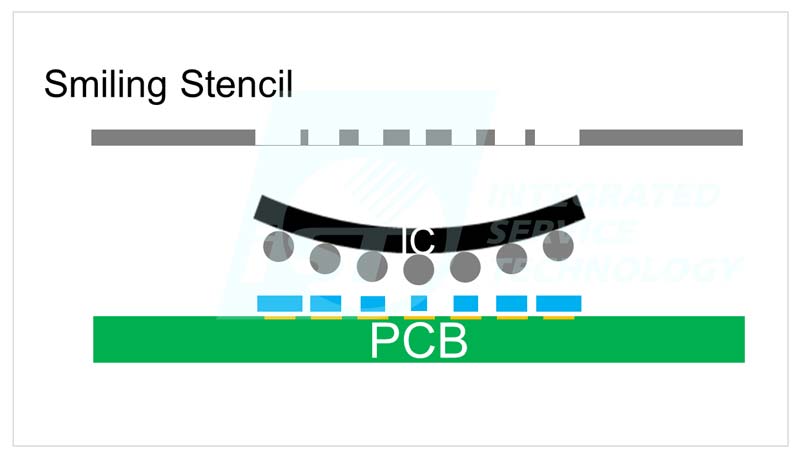
图六:笑脸变形组件使用笑脸钢板(smiling stencil)
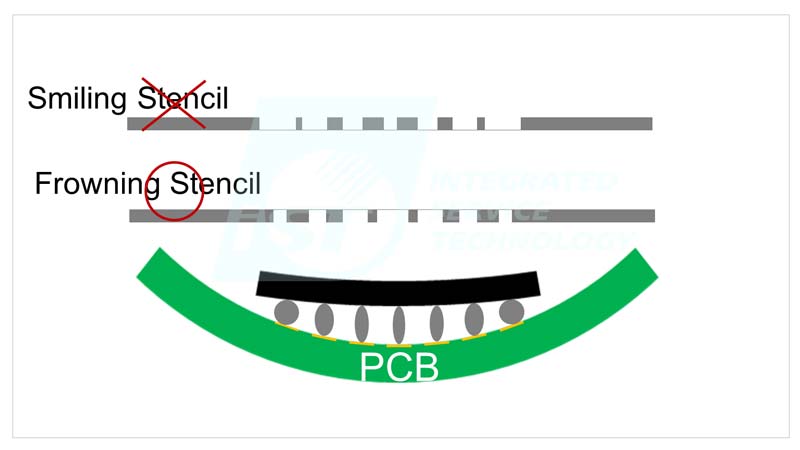
图七: 原以为PCB变形量很低影响不明显,但实测发现,PCB变形量大于零件,此时就不能依循笑脸变形组件使用笑脸钢板(smiling stencil),而必须改成使用哭脸钢板(frowning stencil)。这也代表PCB的翘曲问题,也会影响造成SMT异常。
空焊短路之后,就是可靠度验证过不了
空焊短路不打紧,更严重的是翘曲后的焊点,将会呈现拉伸与挤压的形状,完美的焊点应该是接近「球型」(图八),而翘曲将导致焊点呈现「瘦高」(图九)或「矮胖」形状(图十),这些「非球型」的焊点,容易产生应力集中而断裂,使得后续在可靠度验证中,出现早夭现象的机率提高。
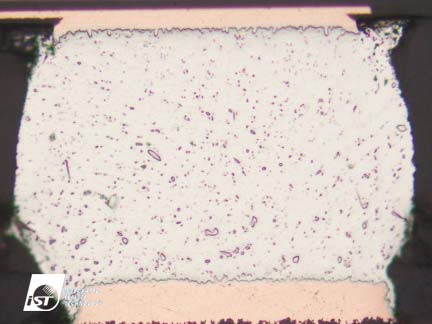
图八:完美球型的焊点
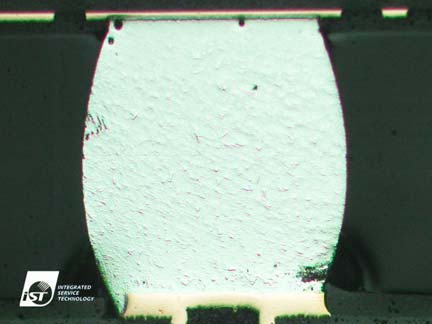
图九:瘦高的焊点
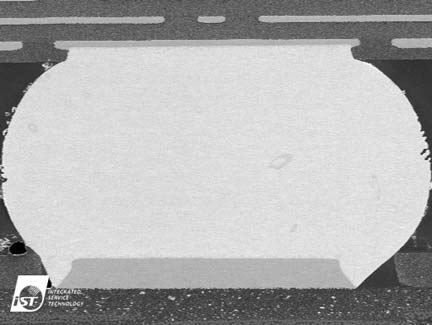
图十:矮胖的焊点
透过修改SMT钢板治具开孔大小,仅能缓解焊点拉伸挤压
透过SMT解决翘曲方式,一是透过修改钢板治具(stencil)开孔大小,针对间距较大的地方给予较多的锡膏(solder paste);二是透过钢板(stencil)治具抑制零件的变形。然而这两种解法必须来来回回多次验证才能找出SMT最佳条件,甚至,若无法有效解决翘曲问题,可能得退回设计时间找寻其他材料来取代,旷日废时。
模拟量测取得翘曲(warpage)变形量,有效预防SMT异常,顺利通过可靠度测试
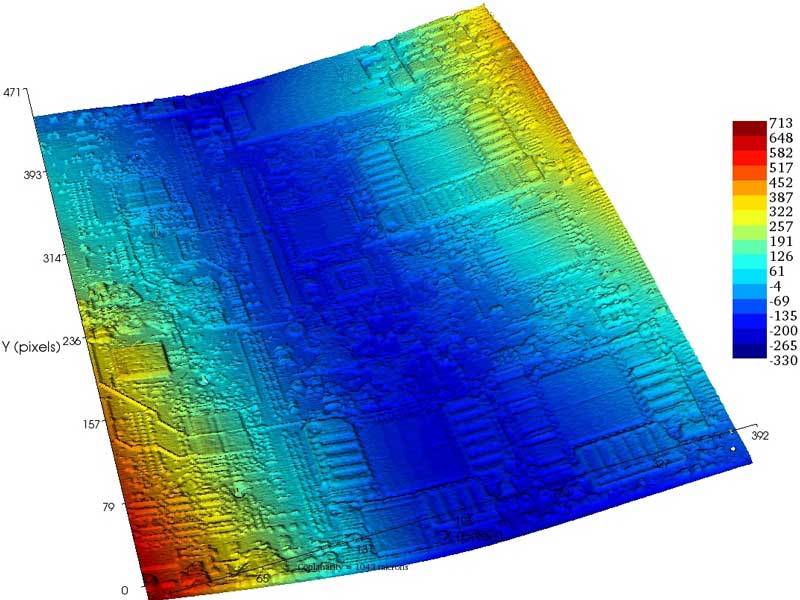
若能在SMT前,取得芯片与PCB翘曲(warpage)相关信息。将可事半功倍。宜特板阶可靠度实验室使用相关量测翘曲(warpage)的设备,可以针对组件与PCB来仿真翘曲的程度(图十一),再去调整SMT的参数设定,确保SMT过程中有良好的焊接质量,如此可避免因不良焊接质量导致影响可靠度验证以及不必要的成本开销。
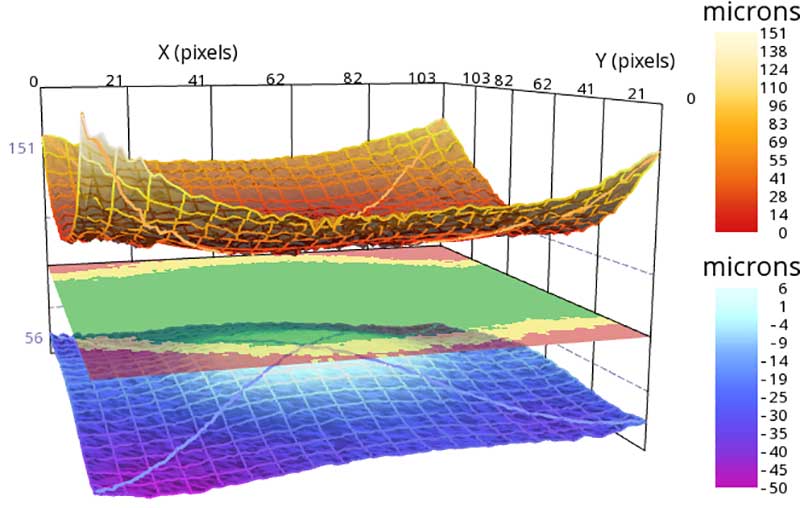
图十一: SMT上板前,可针对组件与PCB进行仿真分析,预先了解翘曲(warpage)情形(图出处:Akrometrix)
量测分析的速度非常快,约半小时就可得知组件在不同温度的变形量,也能仿真温度循环的环境,协助客户与可靠度测试进行搭配,观察产品在哪个温度会达到最大的变形量, 并能在测试中思考如何改善与预防。
翘曲(warpage)量测的原理,是应用样品上的参考光栅和它的影子之间的几何干扰产生摩尔云纹分布图,进而计算出各像素位置中的相对垂直位移,并可应用于仿真SMT回流焊温度和操作环境条件、同时捕捉一个完整的历史翘曲位移表现。
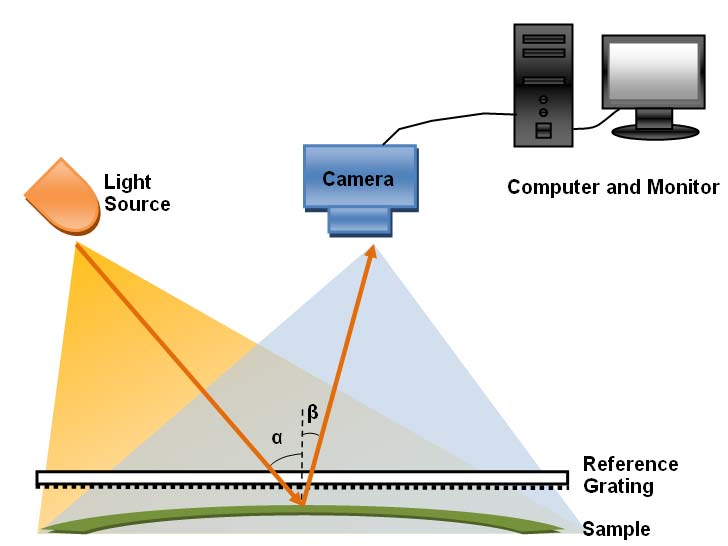
(图出处:Akrometrix)
在宜特板阶可靠度(BLR)实验室观察中, 翘曲(warpage)的问题势必会持续存在,我们无法控制材料的特性,但如果透过筛选的方式,找出翘曲方向相同的零件与PCB,我们认为这不仅不会降低可靠度的寿命,也能协助客户找到完美翘曲比例,达到1+1>2的价值。
本文与各位长久以来支持宜特的您,分享经验,若您对SMT或翘曲(Warpage)上,想要更进一步了解细节,欢迎洽询+886-3-579-9909 分机 6406 庄先生(Daniel) │Email: web_BLR@istgroup.com 。