发布日期:2017/11/24
发布单位:iST宜特
针对PCB抗焊垫坑裂特性,以冷球拉力测试,验证您的高频高速PCB之介电材料强度
网络通讯包含有线宽带和无线传输,不断发展更为快速的传输速度,从3G进展到现今的4G/LTE世代,物联网(IoT)成为未来电子产业的趋势,国际标准化组织ITU提出5G时程规划表,预计在2020年前完成正式标准规范后开始布建5G商用系统,讯号传输速度和容量的增加带动通讯市场中的云服务快速发展。华为数据中心研调机构预测,2015年家庭和企业等各种新应用中的82%已经使用云端,2016年的全球电信收入中,IT云服务收入将达到4900亿美金[1],另外依国际研调机构Gartner(2016)所提出之最新数据显示,2016年第二季全球服务器出货量较往年同期成长,由以中国服务器品牌联想、华为和浪潮出货量百分比有显着的二位数成长。
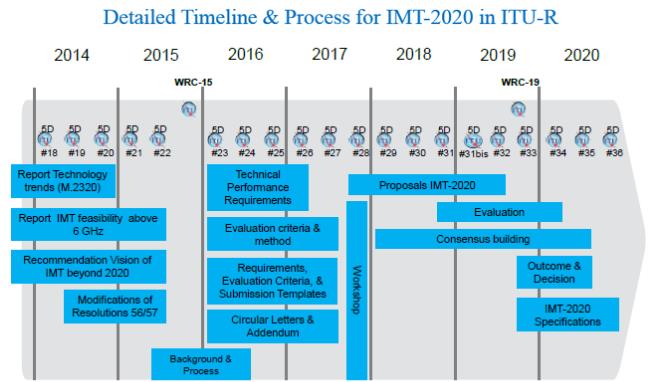
图1-行动通讯4G/5G时间表 (数据源: 国际电信联盟ITU[2])
根据工研院2016年的统计数据显示,铜箔基板材种类中,高速板材在2015年的年需求量成长幅度为6.6%,市场值达5.76亿,随着全球物联网云端应用,中国各地建设数据中心和基地台,更带动高速板材和高耐热板材,预估2017年的年需求量成长幅度为4.4%,市场值达6.44亿。[3]因此云端数据中心的数据储存和数据处理的服务器、通信设备和各终端电子设备等硬件也须支持日益提升的网络传输速度性能,所以在电路设计和板材选择将需考虑高频高速的通讯传输速度,绝缘材采用低介电材料(Dk: 3-4.2 @ 1GHz, Df : <= 0.005 @ 1GHz)和低粗糙度的铜导体(Low Roughness)以降低讯号传输的导体损失,另外电路板也须具有更高的结合强度与球径和间距较小的BGA组件,以及较高的玻璃转移温度(Tg)在无铅组装的要求。
由于这些终端产品必须长期的使用与运作,除了必要的电气与热性能之外,这些基础设备与产品也必须考虑更加严格的可靠度要求。并且使用较厚且大的电路板尺寸来符合基础建设类产品的设计。另外考虑的其他因素包括:
- 以较高的填料含量,减少水分的吸收和热膨胀系数
- 无卤阻燃剂的热机械可靠性和环保兼容性
- 较低温制程中,树脂需与铜焊垫和导体有良好黏着性
- 使用硅表面处理的低介电常数玻璃纤维。
综合上述因素,较令人担忧的是,和过去锡铅焊料与依常规使用未填充双氰胺固化的介电材料相比,这些用来提高温度和性能需求的新材料,在专门针对信息通信技术和其他处理阶段的印刷电路板组装过程中,由于IC封装的尺寸较大、焊垫直径较小、迭层更复杂等,将导致印刷电路板发生焊垫坑裂失效情形提高,或加快产生产品在运输和使用寿命期间,其潜在导电性细丝物(CAF)的成长及热机械可靠性的问题,另外,如AI人工智能芯片以陶瓷基板作封装为主,封装尺寸也较大可达70mm×70mm,由于AI芯片需进行高运算处理,高I/O脚数会导致焊垫直径较小和较细间距(Fine Pitch),因此也容易发生同样问题。
在IPC-9708中,焊垫坑裂定义是介电材料在印刷电路板中受机械应力产生的裂纹或表面黏着组件在焊垫下方的断裂,最常见的是在BGA封装,如图1[5]。在印刷电路板组装过程中,受到机械板弯或落下冲击的应力会导致以下几种在锡球附近的失效模式,发生这些失效模式的可能原因包含锡球焊接冶金、封装类型、结构、组装电路板的组件与焊垫尺寸比例、PCB材料等,在不同的应力下,通常这些失效模式有可能会同时发生。
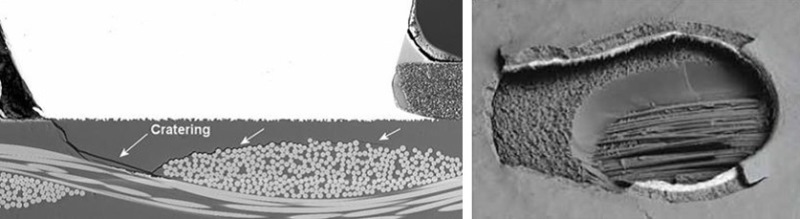
图1 – 焊垫坑裂在具结合力的介电材料失效裂纹往下到玻璃纤维的例子[5]
根据IPC-9708标准规定各种不同的焊垫坑裂失效模式图例如下:
焊垫剥离(图2):
锡球焊垫与锡球剥离 ; 剥离可能包括破裂的基础材料。这种失效模式是一个(铜箔)接合类型失效,相对于焊垫坑裂,它是一个介电层中黏合的失效模式。
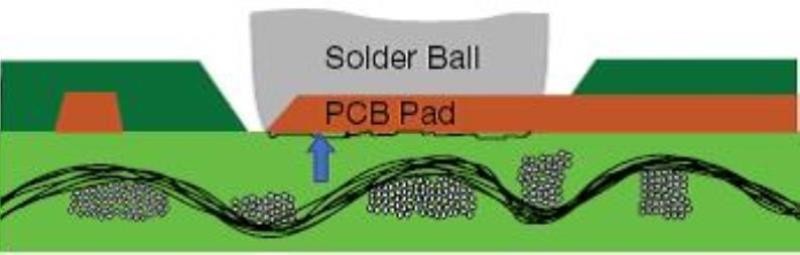
图2-焊垫剥离
导体开裂(图3):
印刷电路板焊垫被剥离,但仍部分连接到导体,且黏合失效。
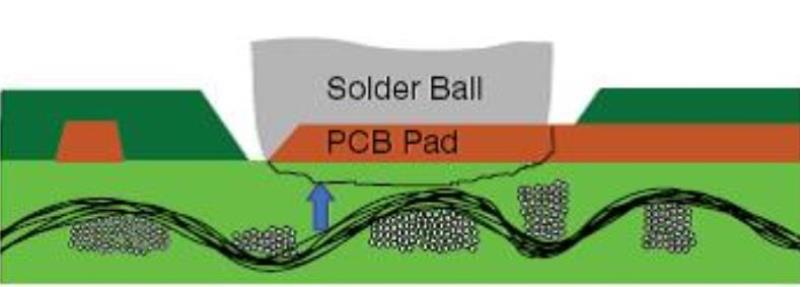
图3-导体开裂
玻璃纤维曝露的坑裂(图4):
印刷电路板焊垫坑裂和底层的玻璃纤维曝露。
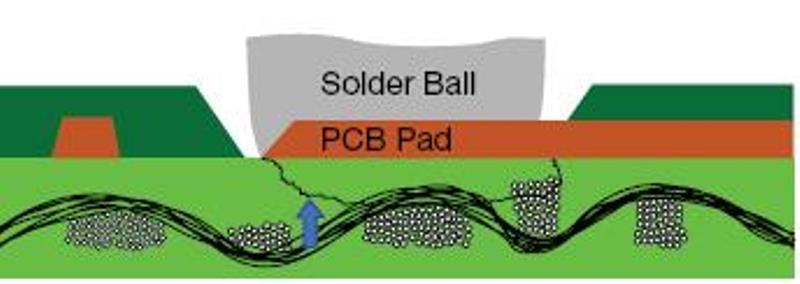
图4-玻璃纤维曝露的坑裂
玻璃纤维没有裸露的坑裂(图5):
印刷电路板焊垫的坑裂,底层树脂暴露,但没有见到玻璃纤维,一种介电材料中树脂的黏着失效。
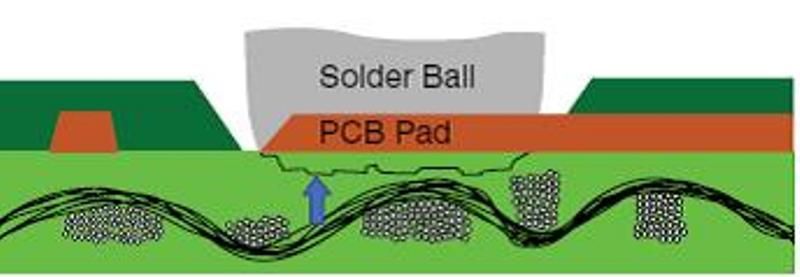
图5玻璃纤维没有裸露的坑裂
为了减少焊垫坑裂的发生,有必要以机械应力来测试各介电材料的抗性。因此,开发了各种验证测试方法,如机械板弯/弯曲测试、声射检测、落下冲击、冷球拉力及热针拉力等。前三种测试目的是以组装电路板为测试载体,而最后两种是为了以印刷电路板为测试载体。组装电路板载体的测试通常在不同的应变和应变率下会同时产生多种失效模式,因此需花费更多时间来分离各单独失效模式的形成原因,并从中确定装配中最薄弱的位置。由于包含较高的动力加速度和许多变量,如焊接冶金、封装类型、结构、组装电路板的组件与焊垫尺寸比例及材料等,这也意味着组装电路板级别测试并没有时间及成本效益。而焊垫载体测试中,它更易于控制焊垫下方介电层的失效模式,并定义焊垫、树脂和玻璃纤维之间的黏合力。在此研究中所提及的这两种焊垫级别的测试,因为冷球拉力试验过程中没有本身引起额外的变异热量介入试验,所以试验过程中产生的变异数比热针拉力试验更容易控制。
这项研究中,介电材料的3种基本类型包括有:
- 高玻璃转移温度(无酚醛填料)FR4
- 高玻璃转移温度(无卤)FR4
- 高速材料类。
这3类材料在冷球拉力(CBP)的试验所造成焊垫坑裂的效果会有较佳的敏感性。
实验的设置和步骤
测试板
表1列出了本研究中所使用来自不同材料制造商的介电材料的机械特性与特点,这些材料都是专门为高性能服务器、网络和通信应用而设计。该材料是由数个制造商提供,并且全部都符合无铅工艺规范要求。该迭层包括6层的介电材料,所有的电路板层迭在相同的印刷电路板上。最终的测试板尺寸为60mm(长)×60mm(宽)×2.2mm(厚)。并用化锡做表面处理。
銅箔
基板材料類型 樹脂含量
(%)1OZ的剝離強度
(lb/in)彎曲強度
(MPa)製造商 A 高玻璃轉移溫度(無鹵)FR4 53 4.5 460~500 M1 B 高速材料 53 4.0 420~450 M1 C 高玻璃轉移溫度(無鹵)FR4 53 5.1~6.8 >400 M3 D 高速材料 53 5.5 400 M4 E 高玻璃轉移溫度無填料的酚醛FR4 53 8~11 >380 M2 F 高速材料 53 5~7 >350 M2 表1 -不同介电材料的特性与特点 (* IPC4101C规格表与制造商的数据)
每个测试板有5个测试区域(10mm×10mm),每个区域具有不同焊垫尺寸,范围从14mil至18mil以1mil递增。焊垫在设计与实际的直径有差异,因此必须先测量并选取实际直径为16mil的焊垫进行试验来减少变异。其中所有的焊垫皆以非阻焊层限定(NSMD)设计,并且所有焊垫与阻焊层之间保持5mil的间隙(如图6),使焊垫与焊料球有最佳的结合空间。
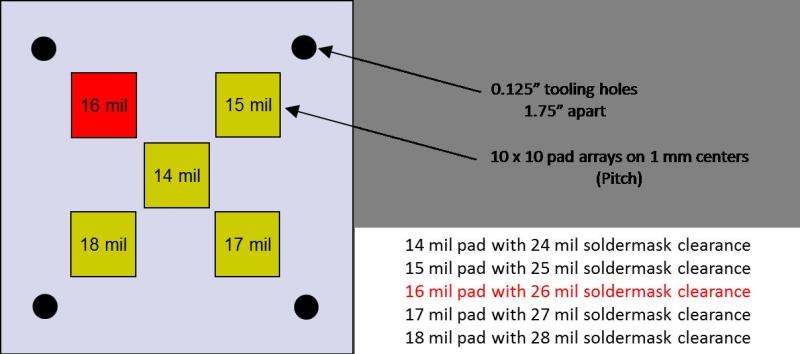
图6-测试板的设计
实验流程
图7的示意图说明整个实验流程,必须用光学显微镜(OM)进行测定所有的焊垫直径,并选取直径在16mil ±1%范围的焊垫来做研究试验。
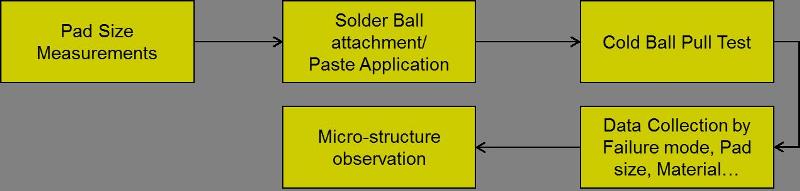
图7-实验流程
植球
首先将测试板放置到一个固定治具上,利用网板将SAC锡膏印刷至测试板的焊垫上,再使用20mil直径的SAC锡球,然后利用落球网板使锡球落在锡膏上。锡球附着于均匀涂布的锡膏后,移除落球网板(参见图8-(a) & 9-(b))。再经过回焊炉烘烤并在回焊过程中加入氮气防止样品被氧化 (参见图8-(c))。
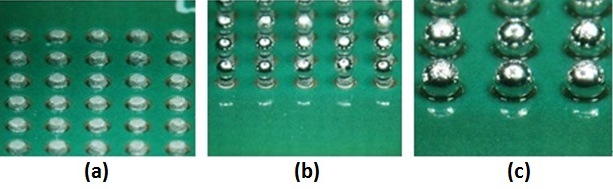
图8 – (a)锡膏涂布 (b)落球位置 (c)经回焊后,锡球与测试板的结合
图9表示植球的合格参考标准。任何一个经回焊之后的锡球下方如有露铜,结合强度会受影响,故将排除该球进行冷球拉力试验。只有焊垫被焊料完全覆盖与结合才认为是可以接受的,如图9-(b)和9-(c)所示。
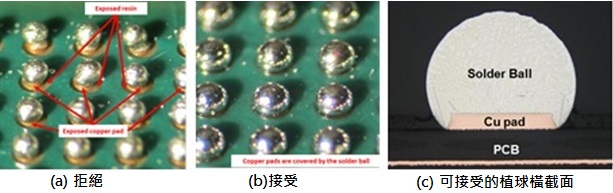
图9 – 植球的参考标准
冷球拉力试验的设置
图10的冷球拉力设备装置可使用同一种夹具操作测试,并用于一定范围内各种不同尺寸的锡球。
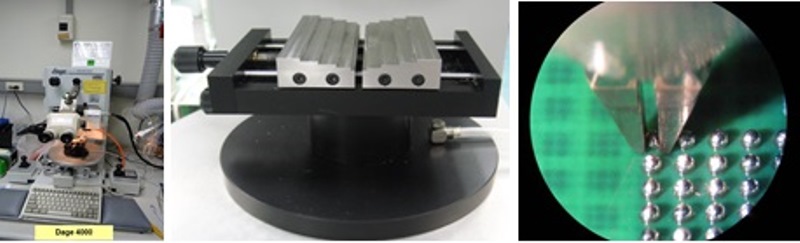
图10 -(a)冷球拉力测试设备 (b)测试板固定台(c)拉球夹具
收集数据
在焊垫直径16mil的数组中选取50个点做拉力测试,每种材料有5片测试板,每片测试板选择50个点,所以共有250点做拉力测试数据,测试后再以统计软件来做分析统计。测试后产生的失效模式会根据材料 、制程流程和几何设计而有所不同。这些失效模式包括:
- 锡球断裂
- 金属合金IMC层的断裂
- 印刷电路板的焊垫坑裂,或是以上失效模式的综合(见图11)。
本研究的重点方面在于印刷电路板的焊垫坑裂失效模式,失效种类可以分为4类,包括:
- 焊垫剥离
- 导体开裂
- 玻璃纤维曝露的坑裂
- 玻璃纤维没有裸露的坑裂 ,(参见图2~图5)。
裂纹本身会依循阻力最小的路径延伸来减轻应力,一开始可能沿着焊垫边缘穿过整个树脂向下蔓延,或集结在焊垫下方的树脂和玻璃纤维之间,或断裂至焊垫(导体)下方的介电层。这个坑裂失效可能不会马上导致电路断路,但之后可能在运输和持续的使用下导致裂纹扩展引起电气故障。
结果与讨论
冷球拉力的典型失效模式
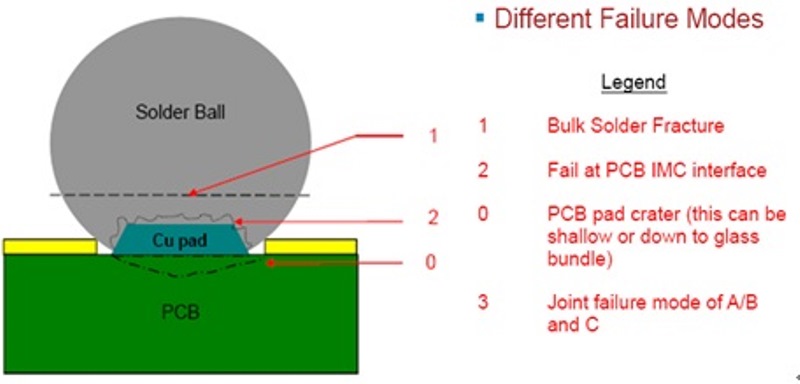
图11 – 冷球拉力测试过程中的典型失效模式
介电材料的设计有许多变数,如:树脂成分、固化剂、玻璃树脂含量、填料的含量等,找出哪个才是提高抗断裂性以减轻失效的最大因子是相当不容易的。从断裂力学的观点来看,在基质中不同成分之间的黏合力是难以透过这种测试方法来量化。原因是当裂纹发生时,树脂材料本身可以吸收大部分断裂能量,裂缝深度分布的失效模式是随机的。因此,单靠一种测试的基础上,我们只能断定改善树脂本身的断裂韧性是一个提升材料性能的方向。遗憾的是,对这些材料并没有一套标准的方法或规定可用于测试抗断裂韧性。因此只能使用一般的机械性质以寻求关联性,如:弯曲模数、弯曲强度及剥离强度。
一、Halogen-free介电材料结果与讨论
冷球拉力(CBP)试验的目的是藉由从焊垫上的焊球垂直往上拉动,来观察焊垫(Cu Foil)与其下面介电材料之间断裂的强度。虽然这项测试不足以确认裂纹的起始点与扩展轨迹,但可以量化整个断裂过程的总能量。
图12和表2显示6种材料在冷球拉力试验中的断裂强度。我们可以观察到这六种材料在结果上有些微的不同,其中B类材料可观察到较低的断裂强度(约880克)。而这六种材料的标准偏差都在可接受范围内,使得其所拥有的断裂强度平均值是可以作为比较的。并且从这6种材料各拿一片去做横截面,确定其中没有焊点缺陷的存在,如:空焊、冷焊、空洞等,因为这些因素会影响整个试验的结果(见图11)。高玻璃转移温度(无酚醛填料)FR4(材料E)的拉力强度优于高玻璃转移温度(无卤)FR4(材料A、C)与高速材料类(材料B、D、F),这说明了较少的树脂填料含量可能增强附着力或降低树脂的脆性。表1还显示出材料E(制造商M2)有最高的剥离强度(对于铜有很好的附着力)。由图12可以观察到E材料的失效为IPC-9708规范中”玻璃纤维曝露的坑裂”失效模式(见图4)。这种失效类型可能是较为理想的失效模式,显现其对于焊垫坑裂有较高的抗性。
相较之下,在这项研究中表现最差的B材料(高速材料)也有类似的失效模式,但玻璃纤维断裂的区域比树脂大。人们一般认为较高的填料含量树脂是降低电介质的介质常数和热膨胀系数的理想设计,但其副作用是增加脆性和弹性系数或减少树脂对玻璃纤维的附着力。表1说明材料B(制造商M1)因其更脆的材料、铜箔特性与低黏附性而显示出较低的剥离强度。另一方面,D与F这两种高速材料为不同制造商提供(M2与M4)虽然与B材料有相同的树脂含量(皆为53%),但冷球拉力与剥离强度皆比B材料高。所以在填装过程中,树脂的化学特性会影响其密合度。(注:填料的质量比例是未知的,但可以再进一步研究讨论。)
A和C材料为高Tg无卤FR4s设计但来自不同制造商(M1和M3),其冷球拉力测试强度相似,但失效模式却不同(图12)。在A材料的失效模式是类似于上面提到的那些带有部分外露加上树脂破裂的玻璃纤维,而C材料中的失效位置似乎在树脂层中,是属于”玻璃纤维没有裸露的坑裂”的失效类型(图5)。之后使用横截面观察侧面并进一步分析(图13) 可以得出结论:失效模式仍然是在图5的类型并表示出不同的玻璃纤维结构。阻燃剂从溴化类型转换到无卤类型通常会降低树脂对铜和玻璃纤维的黏着性。为了提高性能,建议修改树脂的化学成分或施加偶合剂到玻璃纤维(浸渍之前)来增加黏合力。
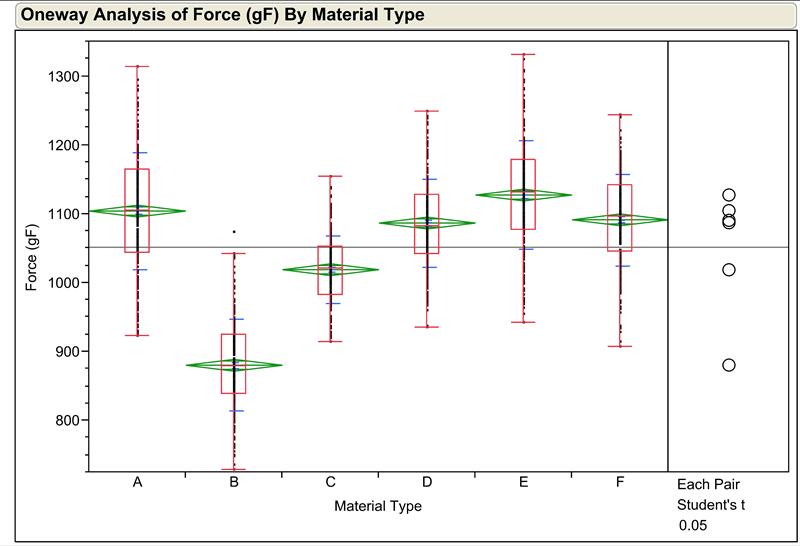
图12- 6种介电材料的冷球拉力试验强度
銅箔
基板製造商 材料類型 標準差 平均值
(克)A M1 高玻璃轉移溫度(無鹵)FR4 84.76 1104.2 B M1 高速材料 66.7 880.5 C M3 高玻璃轉移溫度(無鹵)FR4 48.6 1019.2 D M4 高速材料 64.2 1086.9 E M2 高玻璃轉移溫度無填料的酚醛FR4 78.6 1127.5 F M2 高速材料 66.4 1091.6 表2 – 冷球拉力测试的数据 (样品数:250颗/材料)
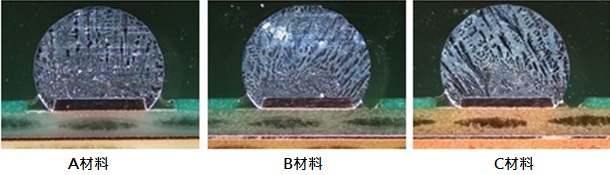
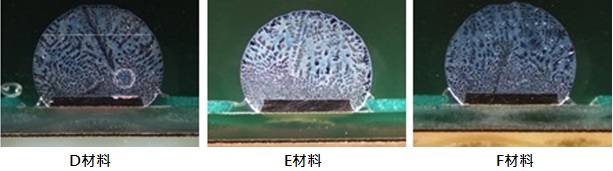
图13- 6种材料在冷球拉力试验前的横截面
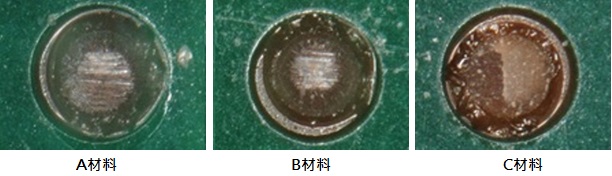
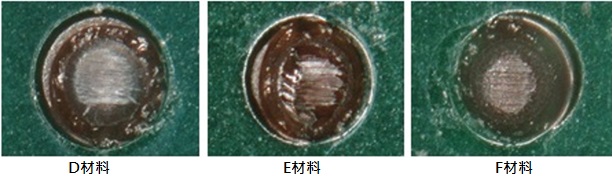
图14- 冷球拉力试验后,光学显微镜下的失效模式
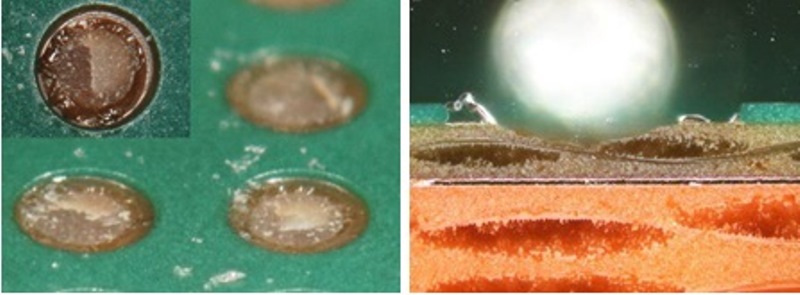
图15-冷球拉力试验后,C材料的横截面侧视图
二、超低损耗介电材料 (Dk: 3-4.2 @ 1GHz, Df : <= 0.005 @ 1GHz)的应用与讨论
参考自作者于2017年2月在IPC-APEX发表的Cold Ball Pull Test Efficiency for the PCB Pad Cratering Validation with the Ultra Low Loss Dielectric Material论文[6],此篇论文提到即使印刷电路板使用相同的介电材料和电路板的迭构,并依照同一份电路板设计图和板材所制作的电路板,其成品仍会因为不同的电路板厂制程设定影响而会有所不同,表3为铜焊垫的实际量测值(从16到18mils),测试板材是由4间板厂所提供的印刷电路板,经量测后选择铜焊垫大小的实际值接近16mils进行冷球拉力测试。
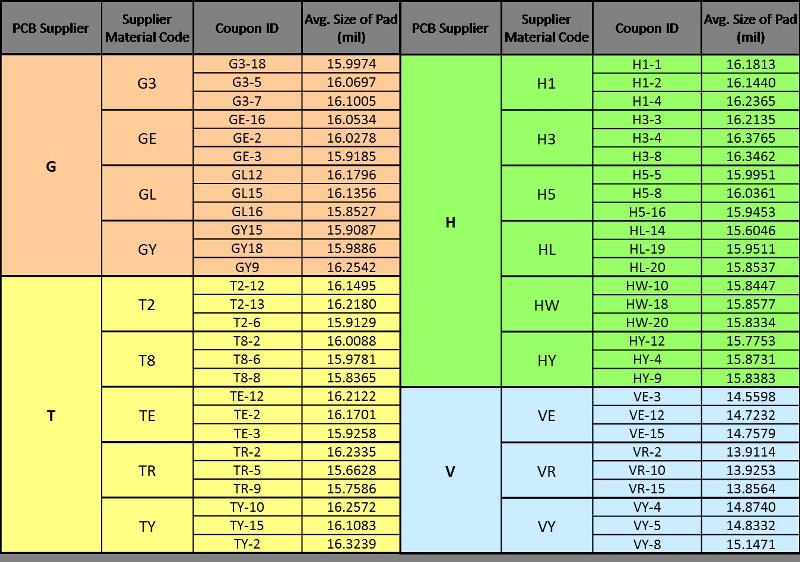
表 3– 选择PCB焊垫大小进行冷球拉力试验[6]
在先前部分介绍到IPC-9708标准规定各种不同的焊垫坑裂失效模式可作为介电材料强度判断的依据。以下列出不同材料在各别板厂的表现评比。
- G 厂:G3>GL>GE>GY
- H 厂:H1>HW>H3>H5>HL>HY
- V 厂:VR>VY>VE
- T 厂:TY>TR>T8>TE>T2
由图16的箱型图显示每种介电材料的平均数和标准偏差,从数据可以看到虽然是相同的材料,但在不同板厂制作下有不同的表现结果;反之,不同的材料在同一版厂制作下的结果。例如,材料TY的强度在板厂T的制程和板厂G的制程相比之下,在板厂T的制程下表现显着优秀。另外,在相同的G板厂制程下,材料G3的强度表现比材料GY优秀。板厂制程设定的不确定因素和铜焊垫的大小皆会影响电路板的表现性,因此藉由材料强度的评比结果可了解介电材料在每间板厂的强度表现。电路板厂可藉由此冷球拉力试验评估哪种介电材料在厂内制程下有最好的表现,以降低因焊垫坑裂所导致的退货率;但是也因为板厂制程设定的变量影响,无法就结果判定不同介电材料表现性的强弱。
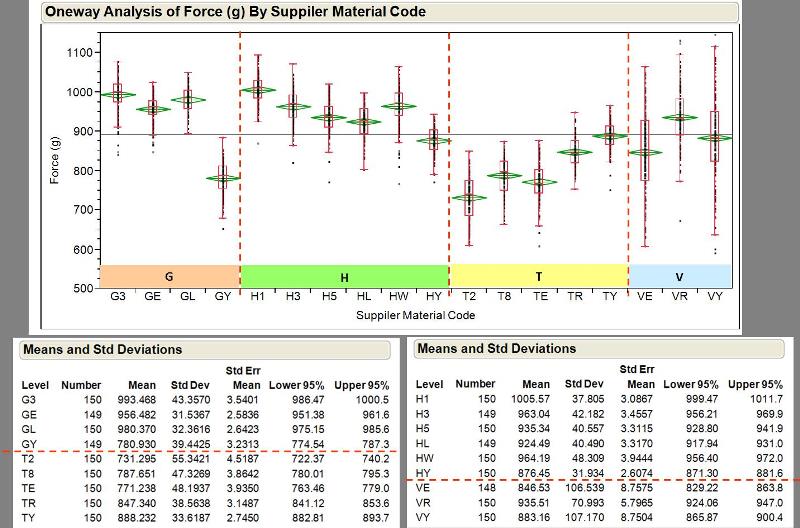
图 16-冷球拉力试验后,介电材料强度的表现性[6]
结果
参考自IPC-9708的冷球拉力测试是用来描述不同介电材料的焊垫坑裂性能。谨慎执行此测试实验且没有出现异常结果时,即可证明这是可再现的测试方法,意味着在实务上这是一个良好的测试方法。虽然此研究无法明确的指出介电材料在通过何种冷球拉力强度后是有能力承受在产品实际的运送及使用中的电路板焊垫坑裂,但能够1.提供在树脂系统的选择和设计的指标,这些要素将影响焊垫坑裂相关的敏感性,从而使终端用户能够选择最佳的材料。2. 让电路板厂可藉由冷球拉力试验评估数种材料在厂内制程设定下,选择有最佳表现性的材料。还有其他的测试方法与此研究相关,如:冲击试验、球形弯曲测试、动态力学分析(DMA)等在持续进行。
参考文献:
[1] “华为数据中心SDN,构建云时代敏捷网络”, 2016, http://www.c114.net/news/126/a957070.html
[2] “Futuristic mobile technologies foresee “IMT for 2020 and beyond”” http://www.itu.int/en/ITU-R/study-groups/rsg5/rwp5d/imt-2020/Pages/default.aspx
[3] 张致吉, “从高质化PCB的应用市场看材料产业的布局”, 工业材料No.358, Oct. 2016, pp. 54-59
[4] 金进兴, “材料设计与高频高速电路”, 工业材料No.358, Oct. 2016, pp. 136-144
[5] IPC-9708, Test Methods for Characterization of Printed Board Assembly PadCratering,2010.
[6] Jeffrey ChangBing Lee, Gary Long, Masahiro Tsuriya, “ Cold Ball Pull Test Efficiency for the PCB Pad Cratering Validation with the Ultra Low Loss Dielectric Material”, IPC/APEX, 2017
[7] Mukadam, M., Long, G., Butler, P., Vasudevan, V., “Impact of Cracking Beneath Solder Pads in Printed Circuit Boards on the Reliability of Ball Grid Array Packages”, Proc SMTAI, 2005, pp. 324-329.
[8] Roggeman, B., Borgesen, P., Li, J., Godbole, G., Tumne, P.,Srihari, K.., Levo, T., Pitarresi, J., “Assessment of PCB Pad Cratering Resistance by Joint Level Testing”, Proc 58th Electronics Components and Technology Conference, May 2008, pp. 884-892K.
[9] Ahmad, M., David, S., Burlingame, J., “Methodology To Characterize Pad Cratering Under BGA Pads In Printed Circuit Boards”, Proc. SMTA PanPacific Microelectronics Symposium, Kauai, HI, 2008.
[8] Ahmad, M., Burlingame, J., Guirguis, C., “Comprehensive Methodology To Characterize And Mitigate BGA Pad Cratering In Printed Circuit Boards”, SMTA Journal, Vol. 22, No. 1, 2009, pp. 21-28.
[10] Ahmad, M., Burlingame, J., Guirguis, C., “Validated Test Method to Characterize and Quantify Pad Cratering Under BGA Pads on Printed Circuit Boards”, Proc APEX Expo, Las Vegas, NV, March 2009.
[11] Roggeman, B.,, Venkatesh Raghavan, Peter Borgesen, “Joint Level Test Methods for Solder Pad Cratering Investigations”, Accepted for publication Journal of Electronics Packaging, March 2011.
[12] Godbole, G., Roggeman, B., Borgesen, P., and Srihari, K.,“On the Nature of Pad Cratering”, Proc 59th Electronics Components and Technology Conference, May 2009, pp. 100-108.
[13] McMahon, J., Gray, B., “Mechanical Failures in Pb-Free Processing: Evaluating the Effect of Pad Crater Defects on Process Strain Limits for BGA Devices”, Proc.SMTA PanPacific Microelectronics Symposium, 2010.
[14] Gray, B., McMahon, J., “Mechanical Failures in Pb-Free Processing: Selected Mitigation Techniques for Pad Crater Defects”, Proc SMTAI, 2010, pp. 530-534.
[15] Raghavan, V., Roggeman, B., Meilunas, M., Borgesen, P., “Effects of Pre-Stressing on Solder Joint Failure by Pad Cratering”, Proc 60th Electronics Components and Technology Conference, May 2010, pp. 456-463.
[16] IPC/JEDEC-9702, “Monotonic Bend Characterization of Board Level Interconnects”
[17] Brian Roggeman and David Rae,S,”Reliability Impact of Partial Pad Crater”,SMTA International Conference Proceedings,2012.
[18] Anurag Bansal, Cherif Guirguis and Kuo-Chuan Liu, “Investigation of Pad Cratering in Large Flip-Chip BGA using Acoustic Emission”,IPC/APEX 2012.
[19] M. Ahmad et al, “Validated Test Method To Characterize And Quantify Pad Cratering Under BGA Pads On Printed Circuit Boards”, IPC/APEX 2009 Conference, Las Vegas, NV, April, (2009)
本文作者:
陈承志/李长斌
宜特科技- 国际工程发展处